Renseignez votre matériau, vos vitesses et puissances, et générez en un clic votre fichier de calibration LightBurn personnalisé. Gravure, découpe, kerf, dithering image — tout y est. Comment lire et exploiter les résultats ? C’est par ici ↓
🔥 Générateur de fichier test laser
Renseignez vos paramètres et téléchargez votre fichier LightBurn personnalisé.
Guide d’utilisation :
Ce fichier est votre « carte d’identité » du matériau. En une seule gravure, vous allez comprendre comment votre laser réagit. Voici comment lire les résultats et régler votre machine.
1. Les informations de base (Légende)
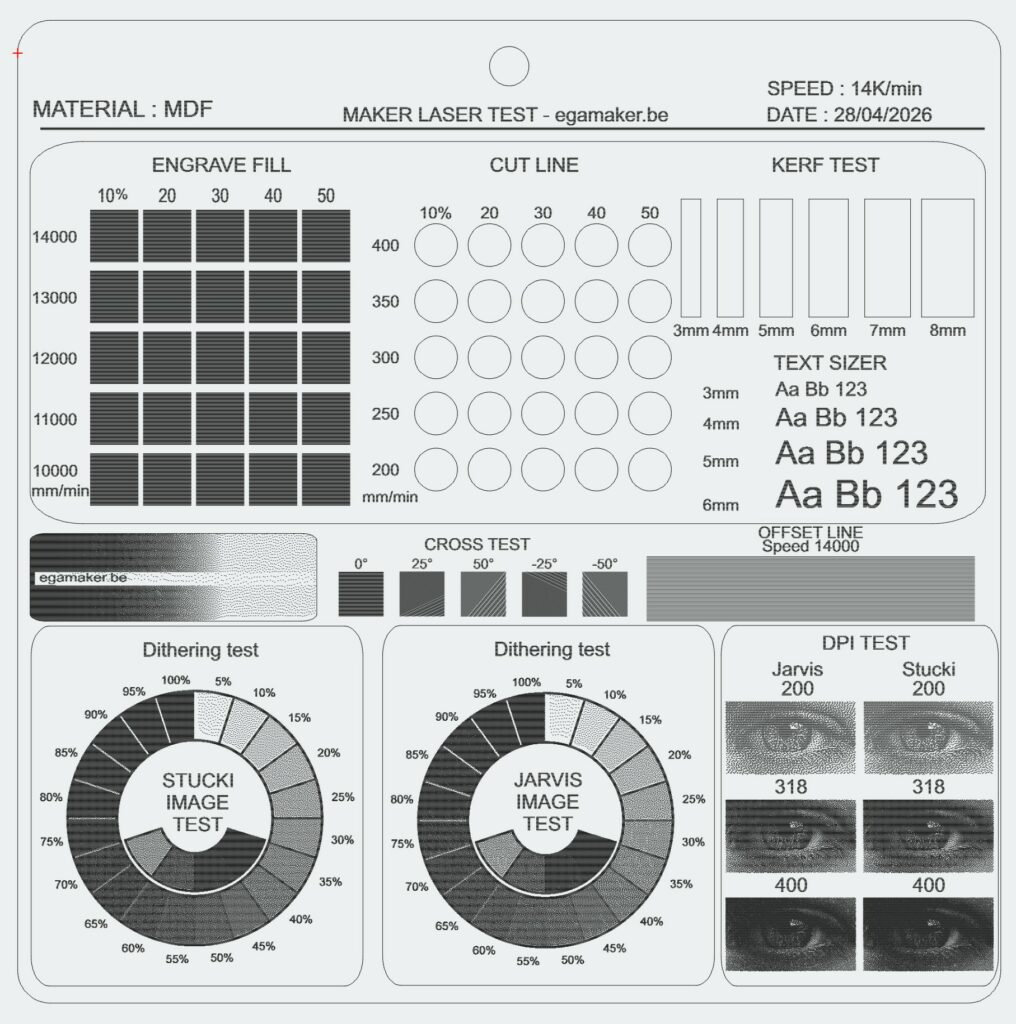
Les cases Matériau, Épaisseur et Date ne changent rien à la puissance du laser. Elles sont là pour que, dans six mois, vous sachiez encore que ce test a été fait sur du MDF de 3 mm et non du contreplaqué. C’est votre bibliothèque personnelle !
2. Le tableau de Gravure (Engrave Fill)
C’est la grille de couleurs en haut à gauche.
Cherchez le carré qui a la plus belle teinte : si c’est trop brûlé (du relief), augmentez la vitesse. Si c’est trop clair, augmentez la puissance.
Le but : Trouver le « noir » parfait sans trop creuser le bois.
Lecture : Les lignes correspondent à la vitesse et les colonnes à la puissance.
3. Les tests de Découpe (Cut Line)
Les cercles au centre testent la capacité de votre laser à traverser le matériau.
On cherche la vitesse la plus rapide possible qui coupe proprement pour gagner du temps et éviter les traces de brûlé excessives.
Si le cercle tombe tout seul, la découpe est réussie !
4. Textes, Dégradés et Images (Mode Photo)
Toute cette partie utilise la vitesse et la puissance maximum que vous avez saisies dans le formulaire.
- Textes : Vérifie la lisibilité selon la taille (de 3 mm à 6 mm).
- Dégradé : Montre si votre laser est capable de faire des nuances douces.
- Roues et Yeux (Stucki & Jarvis) : Ce sont deux méthodes (Dithering) pour graver des photos. Regardez quel côté est le plus net. Souvent, l’un des deux rendra mieux selon la texture du bois.
- DPI Test : Plus le chiffre est haut, plus les points sont serrés. Attention : trop de DPI sur du bois peut finir par « charbonner ».
5. Cross Test & Offset (Le réglage de précision)
C’est ici que l’on vérifie si votre laser est bien synchronisé.
- Le Cross Test : Regardez les petits carrés avec des lignes inclinées. Si les lignes sont nettes, tout va bien. Si elles bavent ou semblent dédoublées, votre courroie est peut-être détendue.
- L’Offset Line : Ce test montre si le laser tire exactement au bon moment quand il fait des aller-retours rapides.
note sur l'image d'exemple : J'ai volontairement poussé un mauvais réglage sur mon image de démo. Je voulais que vous voyiez bien la différence, car parfois, à l'œil nu ou en photo, c'est difficile à capter. Dans la réalité, un petit décalage suffit à rendre une gravure floue.
Comment corriger un décalage (Offset) ?
Si vos lignes ne sont pas parfaitement alignées :
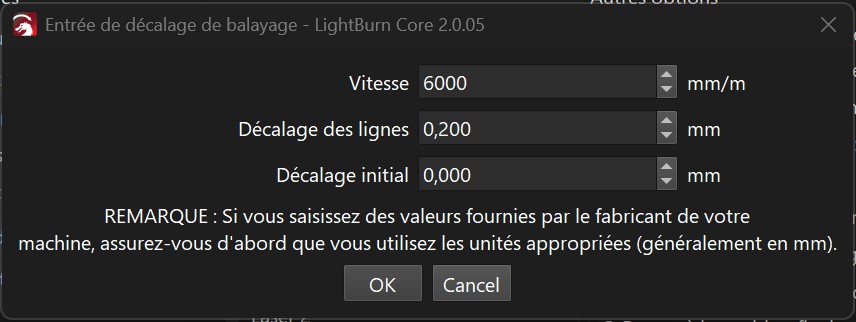
- Mesurez l’écart : Regardez le test « Offset Line » et mesurez l’espace entre une ligne qui part vers la droite et celle qui revient vers la gauche.
- Divisez la valeur par 2 : C’est l’astuce indispensable. Si vous mesurez un décalage de 0,4 mm, la valeur à retenir est 0,2 mm. En divisant par deux, le logiciel pourra recaler chaque passage de moitié pour qu’ils tombent pile l’un sur l’autre.
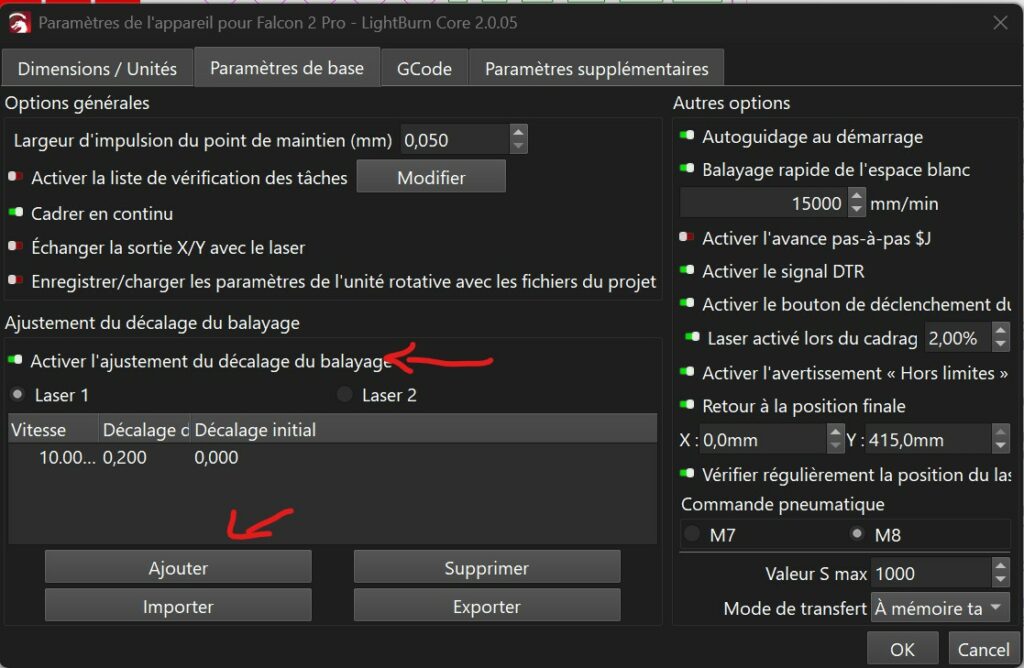
- Allez dans le menu Outils Laser > Paramètres du périphérique
- Cherchez l’onglet Paramètres de Base
- Activez l’ajustement du décalage du balayage et « Ajoute » les valeurs de correction pour chaque vitesse testée.
Besoin d’aller plus loin ? Découvrez mon Pack d’Étalonnage Ultime (DPI Photo, Test de Kerf, Textes haute précision) déjà tout configuré pour Lightburn